Главная страница сайта
Российские промышленные издания (узловые агрегаты)
1 ...
10 11 12 [
13 ]
14 15 16 ...
24 площадь поджатия определенная по этим формулам вполне достаточна; уменьшение ее против расчетной приводит к увеличению утечек и снижению объемного к. п. д.; значительное увеличение площади поджатия против расчетной приводит к чрезмерному повы-щеиию удельного давления иа торец шестерни и появлению трещин на торцах зубьев.
Практика подтвердила правильность использования этих формул для насосов, работающих на керосине. В таких насосах высокого давления решить задачу создания объемного к. п. д. порядка 90% при сохранении надежной работы торцовых поверхностей зна чительно сложнее, чем для масляных насосов.
g 3. МЕРЫ ПОВЫШЕНИЯ КАВИТАЦИОННОГО ЗАПАСА
Разрушительное действие явления кавитации на детали насоса можно частично снизить, например, за счет применения стойких против коррозии и эрозии материалов, увеличения твердости деталей из нержавеющей стали, тщательной обработки поверхностей деталей, повышения чистоты обработки.
Однако эти меры лишь частично достигают цели и только в тех случаях, когда кавитация охватъшает небольшую зону и не приводит к значительному снижению срока службы насоса.
Основная задача при эксплуатации насосов состоит в недопущении возникновения разрушительного кавитациошгого режима, что достигается обеспечением во всех зонах системы давления, превышающего упругость насыщенных паров рабочей жидкости.
Очень важно принять меры по сокращению потерь на всасывании, которые определяются в основном степенью заполнения жидкостью впадин между зубьями.
Надежность заполнения впадин зависит от формы и размеров подводящего канала, которые должны быть выбраны так, чтобы обеспечить плавный переход потока (без крутых поворотов) и максимально возможную продолжительность соединения канала со впадиной (на возможно большем угле поворота шестерен).
Надежное заполнение впадин обеспечивается при длине дуги камеры всасывания, определяемой приводимым ниже методом.
Если обозначить через ti - время, необходимое для прохождения жидкостью глубины впадины Я=2,2 т. а через 4 - время пребывания впадины в зоне всасывания на дуге длиной s, то надежность заполнения впадины обусловливается неравенством ti>ti.
Средняя скорость движения жидкости при заполнении впадины
где ф - коэффициент скорости, принимаемый в расчете равным 0,5; Pj - давление от центробежных сил инерции жидкости во впадинах зубьев, определяемое ниже.
Время ti найдем из равенства
Я 2,2т
Время <2 определяется из равенства
ЗО 2
Указанное выше неравенство примет вид 60s V. 2,2т
Откуда найдем величину дуги
Для обычных насосов с внешним подводом жидкости может быть найдена предельная окружная скорость шестереа, обеспечивающая надежное заполпение впадии.
При отсутствии специальных средств повышения давления на входе в виде подкачки или наддува бака, окружная скорость обычно не превышает 8 м/сек.
Величина допустимой окружной скорости зависит от вязкости жидкости, уменьшаясь с ее увеличением.
Заполнение межзубовых впадин можно увеличить специальными конструктивными мерами.
Перечислим некоторые из иих.
Входной канал можно выполнить переменного прямоугольного сечеиия, имеющего в плоскостях, перпендикулярных осям шестерен, форму диффузора с сужением и последующим расширением.
В поперечном иаправлении входная часть диффузора расширяется до размера ширины шестерии.
Улучшение зацепления и увеличение статического давления иа входе в насос можно достигнуть применением на линии слива специального эжектора, под действием которого во всасывающий ка-на.я поступает дополнительно некоторое количество жидкости через канал, соединенный с баком.
Так как заполнению впадин в значительной степени препятствует центробежная сила частиц жидкости, то эффективным средством является подвод жидкости через внутреннюю полость и отверстия Б межзубовых впадинах.
Полностью предотвратить кавитацию можно увеличением давления во всасывающей линии насоса путем повышения давления в баке или применением дополнительного насоса подкачки.
Также большой интерес представляют комбинировапные цент-робеЖ1Ю-шестеренные насосы, которые работают с большими окружными скоростями (до 50 м/сек) и могут обеспечить высотность до 20000 м без полкачиваюпшх насосов. Это достигается тем, что Б таких насосах подвод рабочей жидкости осуществляется не снаружи, а со стороны впадии зубьев, так что центробежная сила не препятствует, а способствует заполнению впадии.
§ 4. МЕРЫ ПО УВЕЛИЧЕНИЮ ПРОЧНОСТИ КАЧАЮЩЕГО УЗЛА НАСОСА
Применение шестеренных насосов с высоким давлением нагнетающей жидкости диктует необходимость при1штия мер увеличения их прочности.
Одной из основных является обеспечение достаточной жесткости корпуса и снижение деформаций опор и валиков.
Уязвимым местом нагруженных насосов часто являются подшипники шестере1г, лимитирующие гарантируемый ресурс работы насоса.
Приводимые в хшстояшей книге формулы для определения нагрузки на опоры и примерный расчет насоса показывают, что опоры являются силыю пагружехгными, и для повышения ресурса подшипника качения требуется увеличение габаритов подшипника и насоса в целом.
Как указано выше, габариты качающего узла, а следовательно, и нагрузка на опоры снижаются при выборе больших значений модулей т и меньших чисел зубьев z.
Весьма целесообразным является применение средств разгруз-Ю1 опор.
Для разгрузки подшипников от усилий давления рабочей жид-:ости применяют схему с гидравлическим противодавлением.
Как видно на фиг. 53, противодавление создается за счет соединения полостей нагнетания и всасывания с камерами, расположенными диаметрально противоположно этим полостям.
Таким образом, в этой схеме давление нагнетация действует це только со стороны камеры нагнетания, но и с противоположной стороны, что в зпачителыюй мерс разгружает подшипники от гидравлических сил.
Такая разгрузка конструктивно легко осуществима в иасосах со следящим гидравлическим поджимом, так как в этом случае соответствующие секторы соединяются отверстиями с линиями нагнетания и всасыБа1Шя.
Следует, однако, иметь в виду, что данное мероприятие, достаточно эффективное и целесообразное из условий прочности, приводит к увеличению утечек через радиальные зазоры и, следовательно, к некоторому снижению объемного к. п. д. Для того чтобы све-
9 1320 129
сти к минимуму эти объемные потери, желательно камеры, куда подводятся каналы, {дуги h и Ь^) отделять от ближайшей полости нагнетания или всасывания двумя зубьями, как указано на фиг. 53 Шестерни агрегатов, проектируемые из условий обеспечения требуемой производительности, обычно имеют большой запас прочности на изгиб зуба. Случаи поломок зубьев весьма редки в практике эксплуатации насосов.
Иначе обстоит дело с вопросом износоустойчивости зубьев. Износ зубьев шестерен насосов бывает особенно велик в том случае, когда высокие удельные давления сочетаются с плохими
смазывающими свойствами рабочей жидкости. В частности, в практике эксплуатации шестеренных насосов высокого давления, работающих на керосине, часто приходится сталкиваться со значительными износами цементированных профилен зубьев даже после непродолжительной ра боты насоса.
Для получения высоких твердостей профилей зубьев и упрочнения шестерен применяют цементацию, азотирование, объемную и поверхностную закалку и т. п. Упрочнение детален методом химико термической обработки достигается за счет остаточных сжимающих напряжений в упрочнен, иом поверхностном слое.
Из перечисленных видов химико-термической обработки поверх иостного слоя наиболее эффективным является азотирование, как средство повышения износоустойчивости.
По опубликованным сравнительным данным, приведенным в работе [32] и [31] по истиранию цементированных а.зотированных образцов, потеря в весе азотированных образцов во много раз мень ше, чем у образцов из цементированной и закаленной стали.
По данным литературы, азотирование коленчатых валов настолько повышает износостойкость их шеек, что на протяжении всего ресурса работы двигателя изиос не обнаруживается.
В работе [32] приводится случай полного устранения износа профиля зубчатых колес после замены цементированных колес азотированными.
В опубликованной работе [31] приводятся результаты сравни тельных испытаинн зубчатых колес, в том числе на контактную прочность, показывающие, что износ зубьев у азотированных колес Б 3-6 раз меньше, чем у цементированных. В смазываемых пере-

Фиг. 53. Слема разгрузки опор oi радиальныл усилий
дачах автору этой работы не удалось обнаружить износа зубьев даже при сильно нагруженных шестернях и весьма длительной работе передачи (200 миллионов циклов иагружений и больше). Лучшие результаты получены со сталью 38XMIOA, подвергнутой азотированию на глубину 0,35-0,55 мм. Увеличение глубины слоя выше 0,55 мм не способствовало увеличению износоустойчивости зубчатых передач, а вызывало пониженную сопротивляемость вы крашиванию.
Для повышегшя износоустойчивости шестерен насосов наряду с указанными мерами но выбору материала и его термической обработке необходимо принятие конструктивных мер но уменьшению скольжения зубьев и снижению удельного давления между ними, В частности, полезным является примепепие рекомендованных скосов на рабочем профиле зубьев ведомой шестерни.
В практике эксплуатации шестеренных насосов, имеющих цементированные и закаленные поверхности профиля зуба и его торца, встречаются случаи скалывания цементированного слоя на торцовой поверхности, прилежащей к боковой профильной поверхности зуба.
Этот дефект связан с неблагоприятными условиями работы цементированного слоя на торце при передаче усилия на крайние точки, вследствие недопустимой величины непараллельности обра зующей профиля, непараллельности осей шестерен и других дефек тов изготовления или монтажа передачи.
Для устранения дефекта переход от профиля зуба к его торц\ следует скруглять значительным радиусом (если конструкция не позволяет применить более радикальную меру - оставить торцо вую поверхность нецементированной).
Глава IV
ПРОЕКТИРОВАНИЕ И РАСЧЕТ ШЕСТЕРЕННЫХ НАСОСОВ
§ 1. ВЫБОР ОСНОВНЫХ КОНСТРУКТИВНЫХ ПАРАМЕТРОВ НАСОСА . Обоснование выбора системы корригирования профиля зуба
Выбор рациональной системы корригирования профиля зуба зависит от условий эксплуатации зубчатой передачи н от предъявляемых к ней требований.
Прн выборе системы необходимо учитывать специфические ус-.говия работы шестерен в качающем узле насоса.
При рассмотреппи различных типов передач нами указывалось, что для щестерен насосов наиболее целесообразно прнменепне положительной передачи.
Учитывая преимущества такой коррекции профиля зуба, величина положительного смещения должна быть выбрана больше величины, диктуемой условиями устранения подрезания профиля. Увеличение профильного смещения приведет к увеличению угла заценлепия передачи и к увеличению радиусов кривизны профилей зубьев, что благоприятно скажется на их контактной прочности.
Увеличение профильного смещения влечет за собой уменьшение степени перекрытия е, что также является желательным для шестерен насосов, так как уменьшает вредное влияние запираемой во впадинах жидкости. Это соображение подтверждается формулой (84), которая доказывает, что вытесняемый защемленный объем пропорционален величине (е-1), а также формулой (86), согласно которой максимальная мгновенная подача жидкости из защемленного объема пропорциональна величине (е-1).
Уменьшение степени перекрытия е желательно даже при наличии разгрузочных устройств, так как ограниченность размеров разгрузочных канавок не позволяет снизить скорость выталкиваемой жидкости до малой величины. Поэтому наряду с други([1и мерами борьбы с вредным влиянием защемленного объема необходимо стремиться к уменьшению степени перекрытия.
Таким образом, и с этой точки зрения может быть рекомендована положительная передача с большим смещением профиля.
Мы перечислили те факторы, которые благоприятно сказываются на зубчатой передаче насоса при увеличении положительного смешения.
Отрицательными факторами являются уменьшение радиуса перехода от профиля зуба ко впадине и уменьшение толщины зуба по окружности головок.
Первый фактор обычно не является решающим, так как изгиб-ная прочность зубьев шестерен насосов достаточно велика.
Величина смещения лимитируется толщиной зуба по окружно
СТИ головок Se-
В общем машиностроении для цементированных шестерен толщина зуба у вершины ограничивается из того условия, что чрезмерное уменьшение ее может привести к скалыванию цементированного слоя.
Для шестерен насосов толщины Sa являются уплотняющими перемычками, разделяющими камеры нагнетания и всасывания по окружности головок шестерен. Эти дополнительные специфические условия определяют минимально допустимую величину s,.
По данным испытания шестеренных насосов высокого давления, можно считать допустимой величину Sc, равную 0,2т. При таких перемычках и принятых в иасосах значениях диаметральных зазоров между окружностью головок шестерни и расточкой в корпусе, утечки жидкости по этим зазорам значительно меньше утечек но торцовым зазорам.
Следовательно, в качестве системы корригирования профиля зуба шестерен насоса можно рекомендовать положительную передачу с коэффициентом профильного смегцепия достаточно большим, но гарантирующим толщину зуба у вершины не менее 0,2т.
Все перечисленные требования хорошо удовлетворяются в разработанной автором системе, аналогично принятой в британском стандарте, согласно которой действительное расстояние между центрами шестерен у4д принято равным расстоянию, соответствующему числу зубьев на единицу больше действительного числа, т. е.
Л„ = т(2:+1). (199)
Так как в предлагаемой системе диаметр делительной окружности равен mz, с диаметр начальной окружности (действительное расстояние между центрами колес) равен m(z--l), то суммарный коэффициент поснринимаемого смещения передачи равен
(г-Ц) -/иг т
и коэффициент воспринимаемого смещения шестерни ?в1 = Ев2=0,5. Как было показано ранее, суммарный коэффициент воспринимаемого смещения в определяется также по формуле (37)
2 Icosa
в данном случае при Zi=Ziz
V cosa / Для предлагаемой системы
cos ар г + 1
Е. = г(-1 )=1 (200)
и для каждой шестерни ёе1 = ев2=~ =0,5.
Величина у определяется из равенства у=с-в=2-1. Выбор этой величины смещения, помимо указанных преимуществ, обладает тем достоинством, что обеспечивает стандартные расстояния между осями шестерен. Кроме того, эта система удобна для пользования и проста.
В частности, все выведенные формулы для пулевых колес остаются в силе и для принятой системы положительных колес, но вместо действительного числа зубьев надо в эти формулы подставить число зубьев на единицу больше.
При выбранной системе корригирования профиля зуба применять реечный инструмент с коэффициентом высоты Хя=1 нельзя, так как высота головки зуба, как доказано выше (см. формулу 42а), была бы меньше модуля, и это привело бы к получению коэффициента перекрытия е меньше единицы, что недопустимо.
Следовательно, необходимо взять несколько модифицированный исходный контур с величиной оси>1. Весьма удобным является выбор такой величины хи> которая обеспечивает высоту головки
зуба шестерни, равной модулю, т. е. f=~ =1-
Для шестерен насосов формулы (42а) и (426) принимают следующий вид:
Так как задались величинами е=1 и f=l, то
Хи=1 + (~0,5). (2006)
Задаваясь в соответствии с ГОСТ 3058-54 суммой коэффициентов 1-.ысоты головки и радиального зазора равной 1,25, получим, что
последний коэффициент будет Хс = 0,25-(-0,5), т. е. в стандарт-Рном исходном контуре активная часть профиля увеличивается иа [величину (I-0,5), а переходная - уменьшается на ту же величи-1 ну (фиг. 54). Следовательно, при этих условиях
D,=m(2-b3);
=m[2,25-(1-0,5)];
D,=£ , - 2 m (z+2J - 2,5).
Для рекомендуемой системы величина (g-0,5) колеблется от 0,12 для 2=8 до 0,05 для z=15, т. е. 5Си=1,12, Хс=0,13 для г,=8 и Хи= 1,05, Zc=0,2 для 2=15.
Практически получение профиля зуба методом обкатки при указанных коэффициентах легко осуществимо как при долблении, так и при шлифовании зуба. При шлифовании на станке МААГ профиль зуба получают автоматически при настройке по заданному углу зацепления исходного контура ао и диаметру основной окружности do=mz cos ао-
Проверим правильность полученных формул, подставив их в формулы (41) и (42):
D,=m(2 + 2X +2-25)
=m {Z-1-2 [ 1 + (Е - 0,5)+е - (2Е 1)]} = m (Z-Ь 3).
Полная высота зуба шестерни Я=т(2х„+Хс-fy)= [2(l- - 0,5) -i- 0,25 - ( - 0,5)-(2; -1 )] = то [2,25 - (i - 0,5)].
Полученные формулы совпадают с принятыми в этой книге.
Приняв величину коэффициента высоты годовки зуба шестерни равной единице, получим следующее преимущество: диаметры расточек в корпусах получаются стандартными, равными по величине диаметрам при нулевой передаче, имеющей на 1 зуб больше. Таким образом, переход на некорригированиый профиль зуба с увеличенным углом зацепления (порядка 30°) можно легко осуществить заменой шестерен в тех же корпусах, прн сохранении того же диаметра расточки.
Данные рекомендуемой передачи приведены на фиг. 54 и в табл. I для чисел зубьев от z=8 до 21=15.
Как видно из табл. 1, толщина зуба у вершины Se для минимального числа зубьев г=8 составляет около 0,2т, а для z=l5 возрастает до 0,42т, а величина степени перекрытия е возрастает от 8=1,044 для 2=8 до е= 1,228 для z=15, что подтверждает правильность выбора величины смещения и высоты головки зуба шестерни.
Б Высота головни зу5сь шестерни
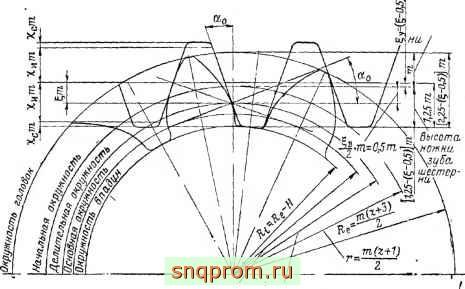
Фи1 54 Зацепление положительной шестерни (е=0,5) с исходной основной рейкой
1 ...
10 11 12 [
13 ]
14 15 16 ...
24